| Fuji Engineering | |||||||||
|
진공척에 의한 기계기술 자료
|
|||||||||
| 진공척은 오래전 부터 사용된 기술이지만, 기계가공으로 진공척을 사용하는 경우 기술자료가 거의 없는 실정이다. 이유는 진공척 방식은 만능으로 사용할 수 있는것이 아니기 때문에 일반적으로 보급되어 있지 않기 때문이라고 생각합니다. 하지만 만능이 아니라도 사용방법에 따라 매우 효과적인 기술이다고 생각합니다.
여기에서는 진공척 을 사용한 기계 가공 의 경험에서 진공척 을 어떻게 시작하면 좋을지 를 정리해 보았습니다.
도움이 되었으면 다행입니다.
진공척으로 기계 가공을 할 때 워크 설치테이블 을 어떻게 만들지 가 큰 포인트 입니다.
우리가 생각하는 진공척 방식은 진공척에서 누수는 최대한 적게 하도록 생각하고 있기 때문에,
사용하는 진공펌프 유닛의 배기량 은 필요최소한으로 억제하고 있습니다.
|
|||||||||
| 【진공척 방식】 진공척방식 을 들면 다음과 같은 방식이 대표적 입니다.
1)O링 를 사용한 방식(스테인레스 판 소재면이면 가능)・워크 윤곽에 맞춘 형태로 O링 홈을 가공. ・격자모양 O링 홈을 가공 2)O링 을 사용하지 않는 방식.(평면도가 좋은 워크에 사용.) ①누수홈 을 갖진 방식 ・워크의 윤곽에 맞춘 형태로 누수홈 을 가공. ②연속배기구 를 갖진 방식. ・워크의 윤곽에 맞춘 형태로 누수홈 을 가공. ③그리드에 배기구 를 갖진 방식. ・비교적 작은 직경의 배기구 를 그리드에가공. ④다공성의 배기구 를 갖진 방식. ・경석모양의 재질 을 사용(흡착왜곡이 생기기 쉬운 얇은 가공물에 효과적.) 위가 일반적으로 사용되고있다 |
|||||||||
| 【기계가공에 사용되는 부품】 진공펌프 유닛
1)진공라인용 호스 2)피팅 류 3)진공 척 4)O링 5) 진공 유닛 |
|||||||||
| 1)진공라인 용 호스 ①머시닝 센터・ 선반등 공작 기계로 사용하기 때문에 내유성・탄력이 있고,절편 등에 의한 손상이 적고,저렴하고 구입하기 쉬운 것이 좋다. ②굵기는 내경φ6이상이면 특별한 경우 를 제외하고 문제는 없다. ③사용시에는 필요이상으로 길게 하지 않는다 ④색상은 투명하거나 반투명하고 내부가 보이는 것이 좋다 절삭유가 침입했을 때 확인할 수 있어 편리하다. ⑤당사는 토요론호스의 내경φ9mm・소프트나일론튜브 내경φ6・에어 공구배용 코일튜브 를 상황에 맞게 사용하고 있다. |
|||||||||
| 【피팅】 ①에어 배관에사 용하는 피팅 을 유용하는 것이 편리하다. ②호스 니플φ9 PT1/4(토요론호스에 연결해서 PT1/4나사로 진공척에 장착) |
|||||||||
| 【진공척 지그에서 자주 사용하는 부품】 원터치피팅 을 맞춰 두면 지그의 후면에서 진공라인 을 꺼 때나 여러 지그 를 나란히 때는 작업을 할 때는 편리합니다.
|
|||||||||
 |
|||||||||
|
네오프렌스폰 지원형 끈 ・호스 니플 ・피팅 ・소프트 나일론 튜브
|
|||||||||
|
|
|||||||||
| 【 진공척】 여기에서는O링 을 사용한 방식에 대해 말한다.
①링 홈
②누수홈 ③ 진공척 재질 ④O링 ⑤마개 ⑥진공 설비 |
|||||||||
| 【O링 홈】 1)O링이 들어가는 루프 모양의 홈 을 지구에 만든다. 모양은 흡착력 을 높이기 위해 내부면적 을 크게했다. 2)홈 치수는 O링 으깬 대를10%~25%로 한다.(워크의 평면도・면적도 좋은 것은 적게 나쁜 것은 크게 한다.) 3)O링 홈의 마무리 면적도 는 Rmax25s이상으로 완성하면 문제 없다. 기곅가공으로 생가한 대로 마무리하지 못하변 연마지등 을 이용하여 수작업 을 한다. 4)손으로 마무리가 어려운 경우에는 래커도료・마니큐와등 을 발라도 좋다. |
|||||||||
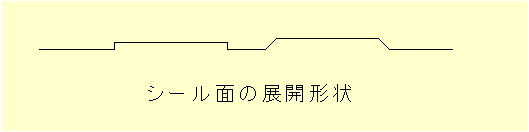
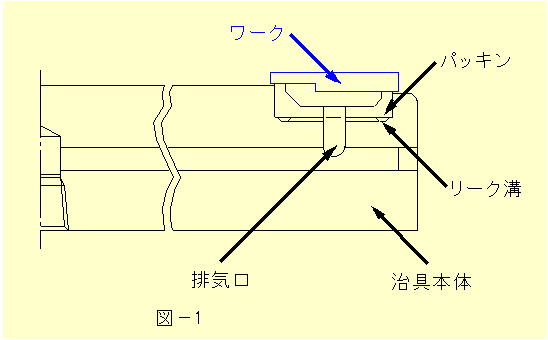
| 【누수홈】 1)진공척 배기구와 O링 사이에 공기가 흐르는 도랑 을 만든다. 2)진공척 크기에 따라 다르지만500mm정도의 지그라면 단면적이 2m㎡정도의 가공하기 쉬운단면 형상일 수있다. 3)평면 형상 은O링홈2mm 정도 안쪽으로 만들고 배기구에 연결되는 홈 을 몇개 넣는다 ★누수홈의 목적 은 진공척 및 워크 사이의 에어배기와 o링 에서의 누수척 및 절삭유 등이 침투 했을때의배기용 홈이므로 반드시 만드십시오. |
|||||||||
| 【지그의재질】 진공척 재질 은 가공정밀도가 좋고, 비용이 들지 않으면 취급이 편한 것이 좋다. 베이클라이트・아크릴・알루미늄・구리・SS~S55C등 가까이에 있는 것을 고려하면 좋다. |
|||||||||
| 【O링】 대기와 진공 을 구분하기 위해 사용. 1)기계가공에 사용하기 때문에 내유성이고 탄력성이 있고, 경도가 낮은 끈 모양의 것이 좋다. 2)처음 지그 를 만들 때는 당사의 추천 제품 네오프렌스폰지원형 끈,φ3이 좋다. 이것은 수명이 짧은 단점이 있지만, 유연성이 있어 취급도 편합니다.
3)내구성 을 원한다면 바이톤.실리콘고무끈 을 사용하면 좋다. |
|||||||||
| 【마개】 수직클램프력에 대하여 수직클램프력은 약1/3이니 작은 워크・중절삭 때는 옆에 어긋나는 것을 막기 위한 대책 을 한다. 지금까지의 실적속에서 자주 실시한 나사 아래구멍・관통 구멍・conterboring hole 를 H7공차로 마무리해서 위치 결정스토퍼로 사용했다.(기타볼트・받침 쇠・ 프리 바이스 등도 함깨 사용했다.)
|
|||||||||
 ・ 진공척・오른쪽 워크(판에서 잘라냈다.) ・ 왼쪽의검은 색 선은 O링 상하 원은 위치 결정 스토퍼핀 ・ 왼쪽 중앙의 구멍배기구 와 누수홈 ・ 워크의 크기 세로205㎜가로95㎜두께3mm알루미늄(A5052) 흡착력 110Kg
|
|||||||||
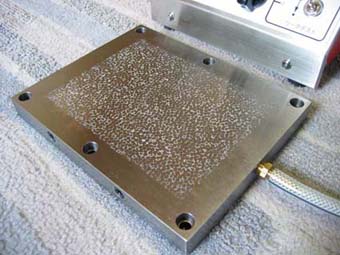
| 【다공성 척】 나베에서 발매 된다공성 테이블(상품명 에어패드)를 사용한 테스트 |
|||||||||
 |
|||||||||
| 【워크 상정】 선반・밀링머신 을 사용하여 수지・금속박판에서 워크 을 잘라 낸다. 양면 테이프・접착제등으로도 가능하지만 진공척으로는 전처리・후처리 가 불필요하게 되어 작업성 이 향상된다. 흡착은 테이블에 직접 워크 를 두고도 문제 없지만, 절단시 절단기 가 테이블에 비치므로0.05정도두고,가공완료후 접어 취할 방법이 일반적입니다.
|
|||||||||
 |
|||||||||
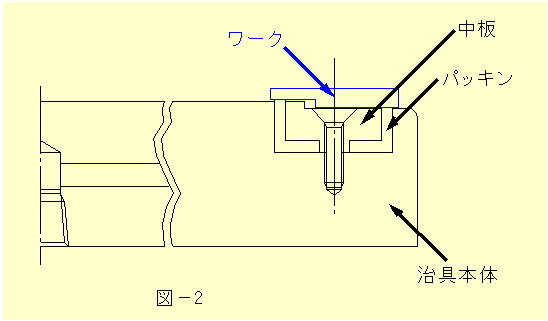
| 이런 경우에는 워크
사이에 종이를(복사 용지등)끼워 흡착시키면 된다. 종이는 통기성이 좋기 때문에 잘 흡착합니다.
|
|||||||||
 |
|||||||||
|
※가공절단 을 최종 공정 하고 절삭부하 를 줄이도록 한다. 커터는 워크 커터는 워크 뒷면에서0.05mm정도 안쪽까지 넣어 워크를 절단한다. |
|||||||||
|
|
|||||||||
| 【가공데이터】 진공척은 사용법에 의해 기대 이상의 실력을 발휘하지만, 사용법 을 잘못하면 진가 를 발휘하지 못합니다. 시간이 허락하는 한 테스트데이터・가공의 데이터 를 정리해 두면 좋을까 생각합니다. 진공척 가공자료는 좀처럼 없기 때문에 편리한다고 생각합니다. 모은 데이터가 귀사의 가공노하우입니다. |
|||||||||
|
|
|||||||||
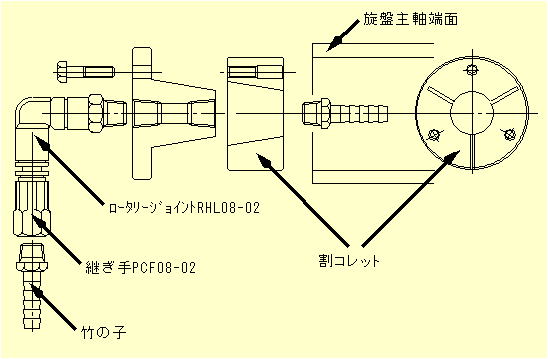
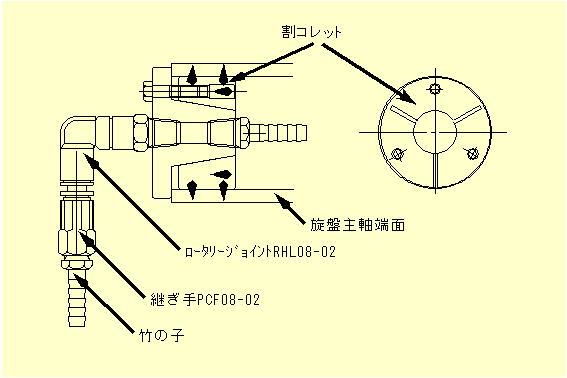
| 【선반용 로터리조인트 및 어태치먼트】 선반에서 사용할 때는 회전부에 진공라인 을 연결해야 하기 때문에, 로터리 조인트 를 아래와 같이
로터리 조인트 를 아래와 같이 Attachment에 설치배관 을 하면 된다.
|
|||||||||
|
|||||||||